


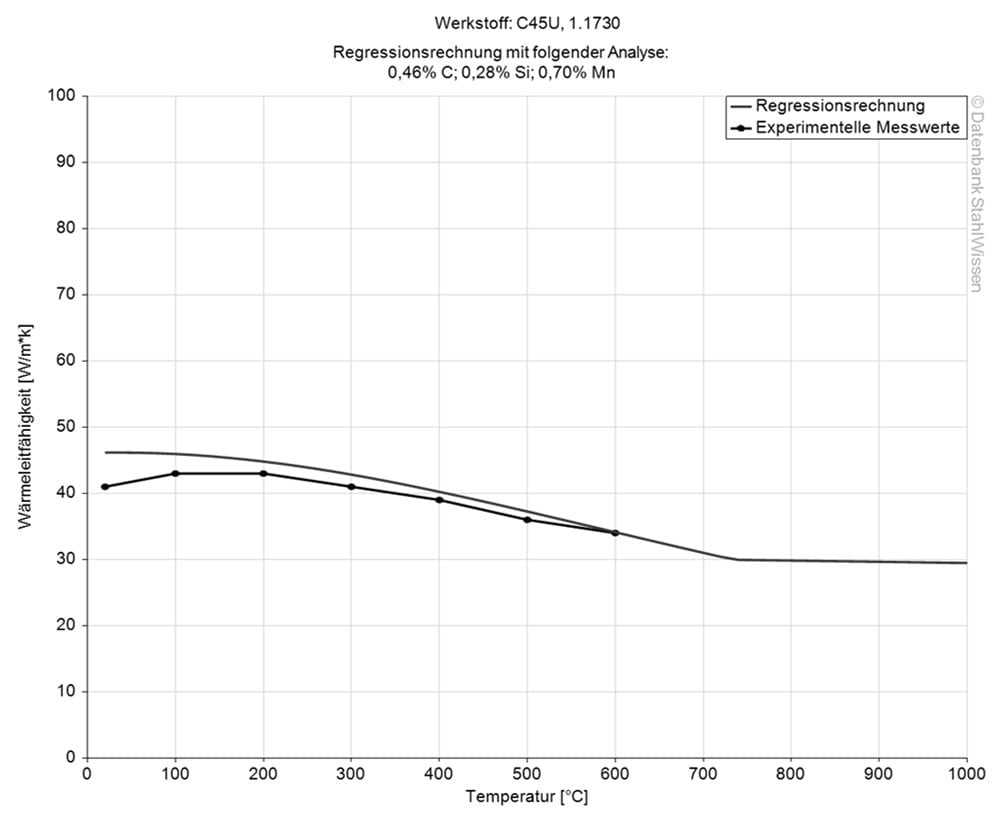
1.1730 Heat conductivity
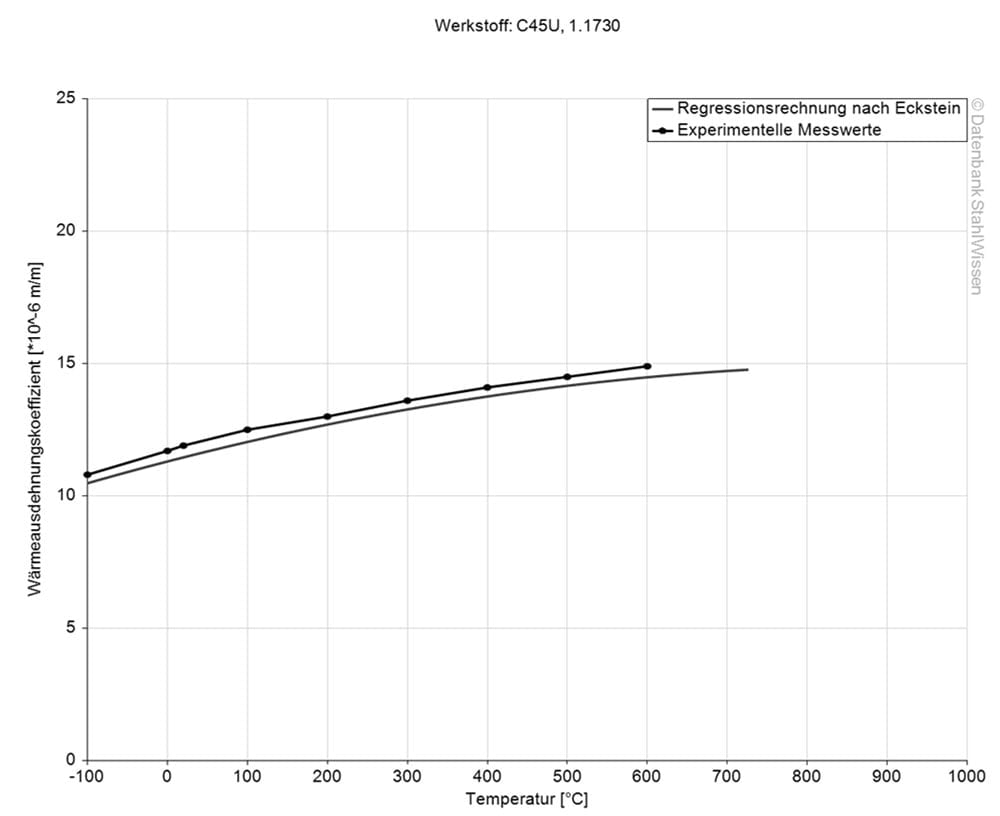
1.1730 Thermal expansion coefficient
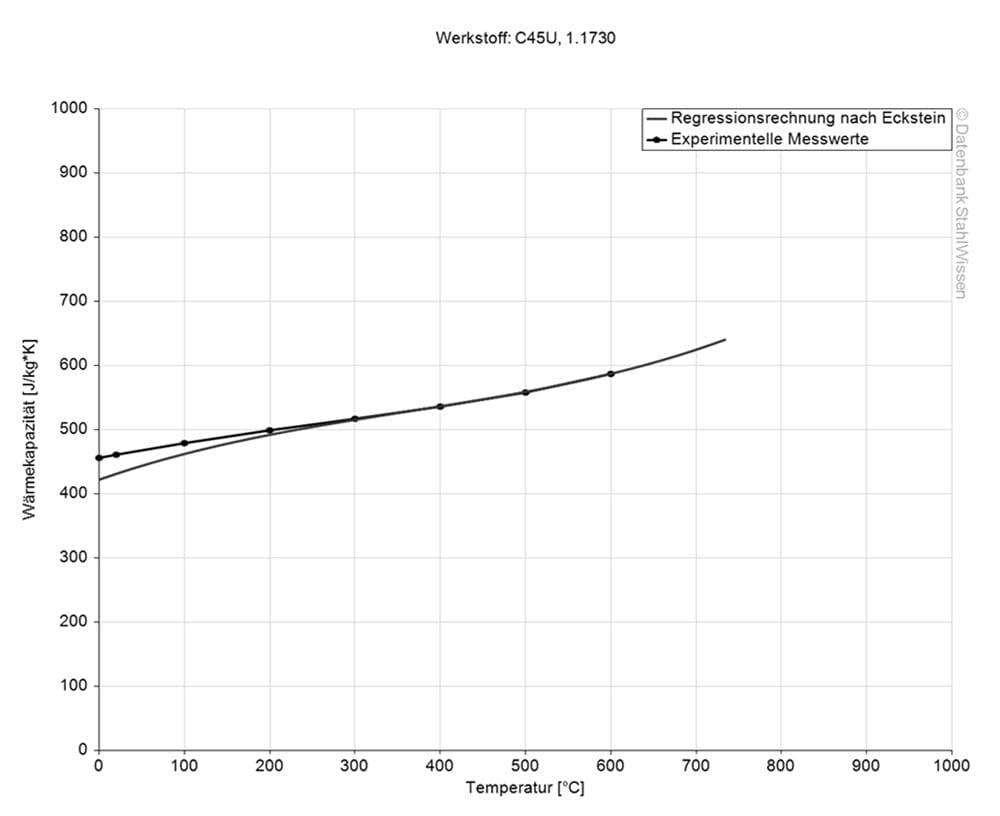
1.1730 Specific heat capacity
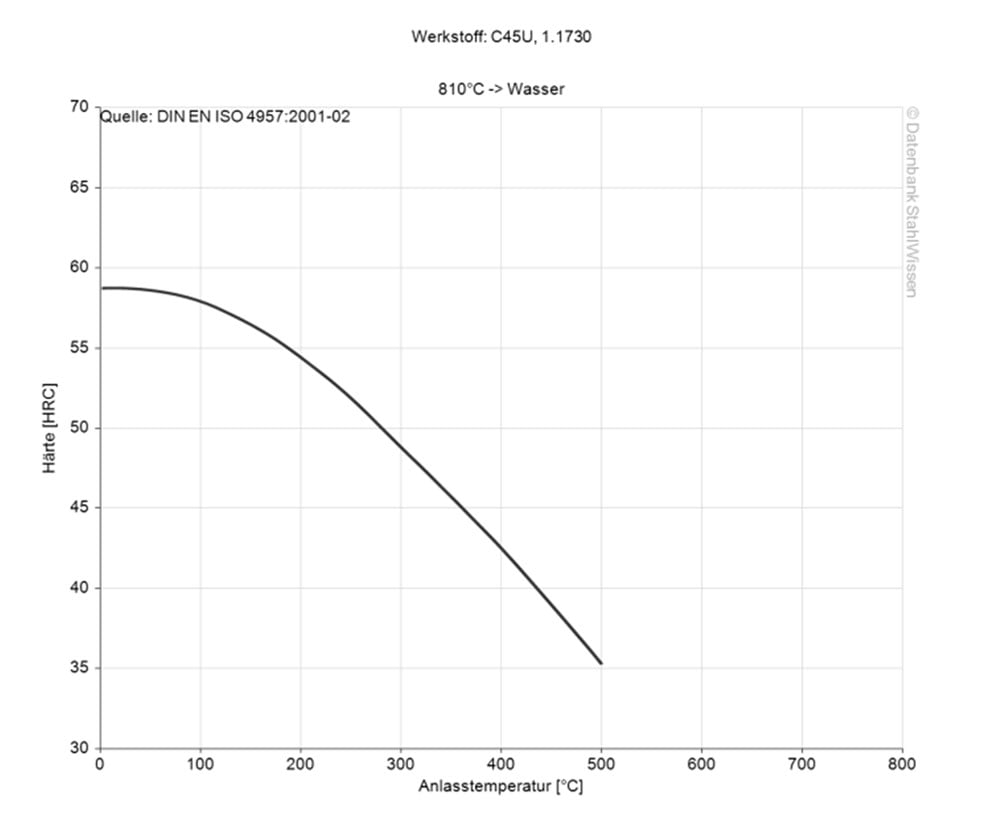
1.1730 Tempering temperature
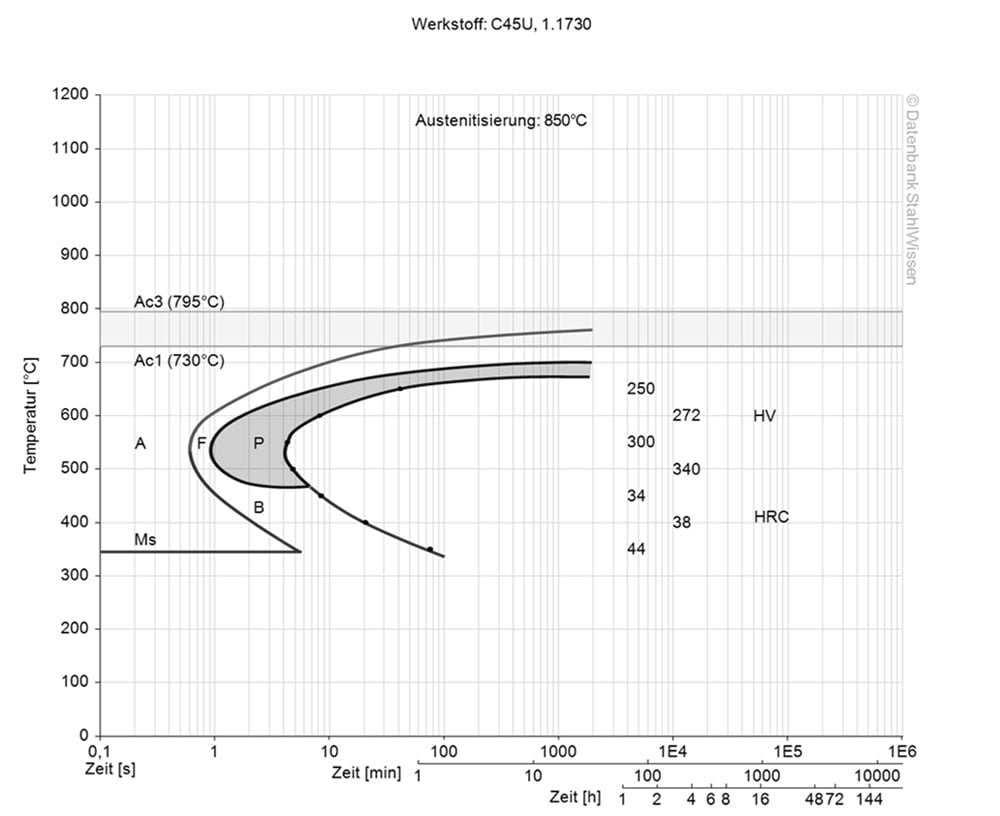
1.1730 Continuous TTT-diagram
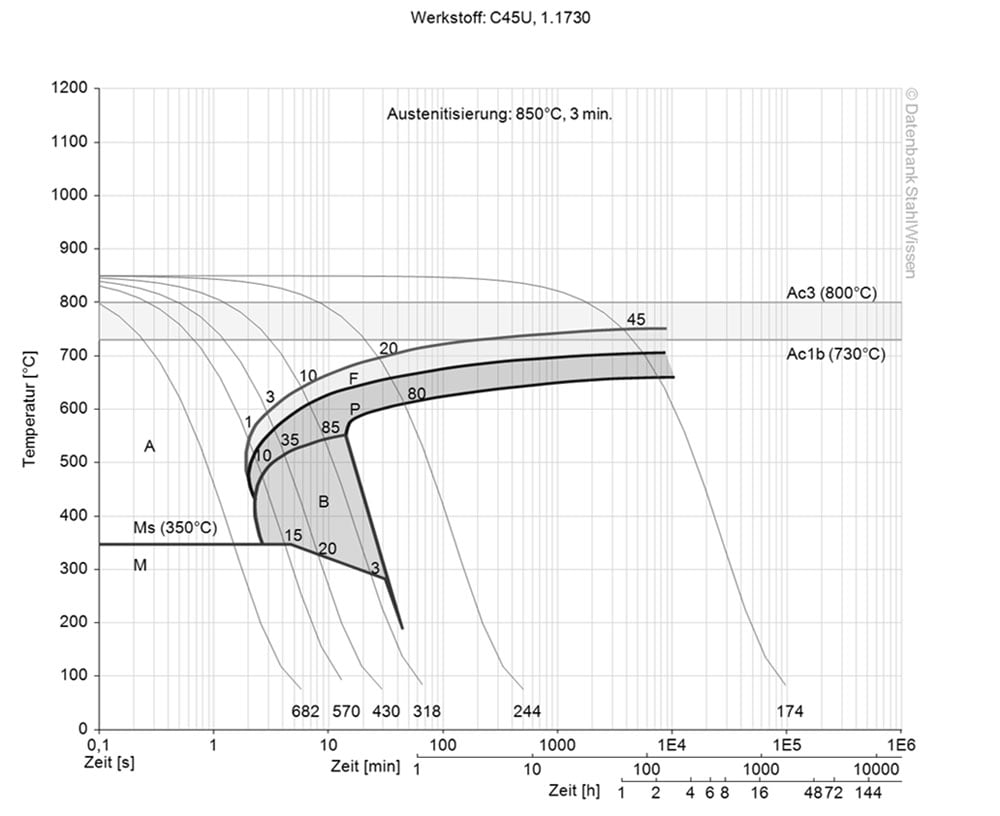
1.1730 Isothermal TTT-diagram