



1.2990 mod. - AT A GLANCE
What kind of steel is the 1.2990 mod.?
Tool steel 1.2990 mod. has compared to 12% Cr steels and conventional 8% Cr steels finer and more evenly distributed carbides. The more homogeneous structure improves machinability and toughnes. Due to the lower carbon and chromium content the ledeburitic 1.2990 mod. can be easily machined, has low tooling costs, less edge chipping, good production reliability and good tool life.
Properties
Tool steel 1.2990 mod. stands apart from other tool steels due to its unique combination of toughness, wear resistance and strength. It does achieve a high hardness without losing its toughness. Those properties make it a reliable choice for many applications where high performance, versatility and longevity is needed.
- High toughness
- Excellent compressive strength
- Excellent adhesive wear resistance
- Secondary hardening steel
- Low dimensional change
- Erodible
- Very good nitridability
Applications
The 1.2990 mod. can be used in a variety of industries and applications like the automotive industry for components that require high wear resistance and strength. It can be used for dies and punches, molds and extrusion dies, blades and slitters as well as for woodworking tools.
- Blanking tools
- Stamping tools
- Precision cutting tools
- Dies, punches
- Thread rolling tools
- Cold pilger mandrels
- Plastic molds
- Cold rollings
- Cold extrusion tools
- Cold forming tools
- Deep drawing dies
- Woodworking tools
- Embossing tools
- Bending tools
- Machine knives
- Circular shear knives
- Machine parts
1.2990 mod. STANDARD VALUES
Chemical composition:
| C | Cr | Mo | V |
|---|---|---|---|
| 1.0 - 1.0 | 8.0 - 8.0 | 1.8 - 2.7 | 0.15 - 0.5 |
Chemical designation:
~X100CrMoV8-2
Working hardness:
57-63 HRC
Delivery condition:
max. 250 HB
1.2990 mod. Steel
PHYSICAL PROPERTIES
What group of steel does the 1.2990 mod. belong to?
• Toolsteel
• Plastic mould steel
• Cold work steel
Is the 1.2990 mod. a stainless steel?
To be classified as a stainless steel any steel grade has to contain a mass fraction of at least 10.5% chromium. The 1.2990 mod has a mass fraction of 8% chromium and can therefore not be classified as a stainless steel.
Is the 1.2990 mod. corrosion resistant?
Though the 1.2990 mod. contains 8% of chromium which gives this steel grade some corrosion resistance it does not fall into the catergory of corrosion resistant steels. To be classified as a corrosion resistant steel it has to contain at leas t 10.5% of chromium.
Is the 1.2990 mod. magnetisable?
The 1.2990 mod. is a ferromagnetic material which can be magnetised. Grinding, milling as well as EDM machining can be done on machines using magnetic clamping.
1.2990 mod. wear resistance
The tool steel 1.2990 mod. gets a 6 on a scale where 1 is low and 6 is high for its wear resistance
1.2990 mod. Steel
TECHNICAL PROPERTIES
Is the 1.2990 mod. a knives steel?
The high hardness of the 1.2990 mod. gives this steel an excellent edge retention and wear resitance. On the other hand it makes grinding and sharpening of this material more difficult. The risk of chip breaking is reduced due to the toughness of the 1.2990 mod.
Though it has some corrosion resistance regular maintenance is required to protect this matrial from corrosive environments. Also regular cleaning and/or oiling can help to maintain the 1.2990 mod.
1.2990 mod. working hardness
The working hardness for the tool steel 1.2990 mod. is between 57 – 63 HRC.
1.2990 mod. Stahldichte
At room temperature the typical density for the 1.2990 mod is at 7,68 g/cm3.
1.2990 mod. tensile strength
The tensile strength of tool steel 1.2990 mod. is at approx. 850 N/mm2. The foremeantioned value is the result of a tensile test to show how much force is needed before the material starts to stretch or elongate before it breaks.
1.2990 mod. thermal conductivity
The following table shows the thermal conductivity for tool steel 1.2990 mod. at various temperatures.
Heat conductivity table
Value
At a temperature of
24.0
20 °C
25.9
100 °C
26.8
150 °C
27.1
200 °C
27.4
300 °C
27.2
400 °C
26.8
500 °C
1.2990 mod. thermal expansion coefficient
The following table shows the possible expantion or contraction of tool steel 1.2990 mod., this can be important when working with high temperatures or strong temperature changes.
Medium thermal expansion coefficient
At a temperature of
11.4
20 – 100 °C
11.6
20 – 150 °C
11.7
20 – 200 °C
12.0
20 – 300 °C
12.3
20 – 400 °C
12.4
20 – 450°C
12.6
20 – 500 °C
1.2990 mod. specific electrical resistance
The following table shows the specific electrical resistance. Electrical conductivity is the reciprocal of electrical resistivity.
Specific electrical resistance
Value (Ohm*mm²)/m
At a temperature of
0.64
20 °C
1.2990 mod. Modulus of electricity
(Young’s Modulus)
(Young’s Modulus)
The modulus of electricity or the stress and strain modulus for the 1.2990 mod. is at 260 kN/mm2.
HEART AND SOUL IN STEEL!
1.2990 mod. PROCEDURE
1.2990 mod. Heat treatment
During the heat treatment stell gets its unique properties therefore the heat treatment should be thought through carefully. Properties like strength, toughness, surface hardness and temperature resistance are specified and can give work pieces, tools or components a longer/improved service life.
Heat treatment includes solutions annealing, soft annealing, normalising, stress relieving, but also tempering, hardening and quenching or quenching and tempering.
Tool steel 1.2990 mod. is normally air-hardened in a vacuum furnace, but it can also be hardened in a gas or electric furnace, with or controlled atmosphere. The workpiece is wrapped in stainless foil or immersed in a high-temperature salt bath for hardening.
1.2990 mod. annealing
The material is uniformly heated to a temperature of 800 – 850°C and held for 2 hours. This is followed up with a slow cool in a furnace to below 500°C, then removed from the furnace and the cooling process is continued in still air to an ambient temperature.
1.2990 mod. normalising
To normalise work pieces evenly heat them to a temperature of 650°C and hold them for 1 – 2 hours in a neutral environment. Afterwards let them cool down slowly in the oven.
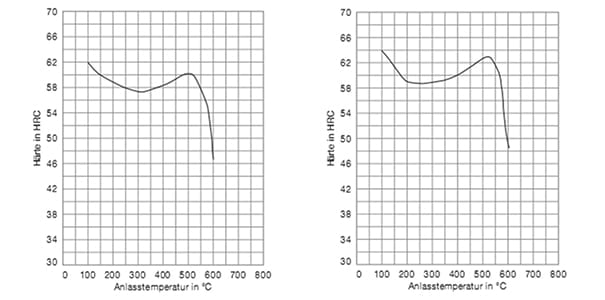
1.2990 mod. tempering
Temper the 1.2990 mod. twice after the heat treatment and let the material cool down between subsequent tempering procedures. A third tempering at 400°C can be done if distortion from machining, surface treatment or EDM machining is a concern. If parts have been hardened in a salt bath the third tempering is not necessary.
1.2990 mod. sub-zero treatment
A sub-zero treatment of -185°C between the first and the second tempering can be beneficial for the toughness of the material.
Note: A treatment at sub-zero should alwas be followed up with a tempering.
1.2990 mod. hardening
The material gets heated to a temperature of 1040 – 1060°C and is held for 15 – 30 minutes. Hardening can be done e.g. in a salt bath, compressed air, air and vacuum oven.
1.2990 mod. air hardening
Heat the material evenly to a temperature of 800°C and then raise the temperature to 1030°C. Any parts smaller than 25 mm can be soaked at this temperature for up to an hour, parts up to 100 mm 25 to 30 minutes per 25 mm. For workpieces with a cross-section thickness of more than 100 mm, allow a holding time of 10 to 25 minutes per 25 mm of thickness. Then quench with an inert gas, such as nitrogen, and cool rapidly with 2 bar of atmospheric pressure or an equivalent method.
1.2990 mod. salt bath hardening
Preheat parts evenly to a temperature of 850°C, follow this up with soaking them at a temperature of 1030°C for a minimum of 5 minutes. Then quench them in salt and let the parts cool in still air down to a temeprature 45 – 65°C before tempering.
1.2990 mod. quenching
Tool steel 1.2990 mod. can be quenched as follows:
- Air
- Oil
- Hot basin (500 – 550°C)
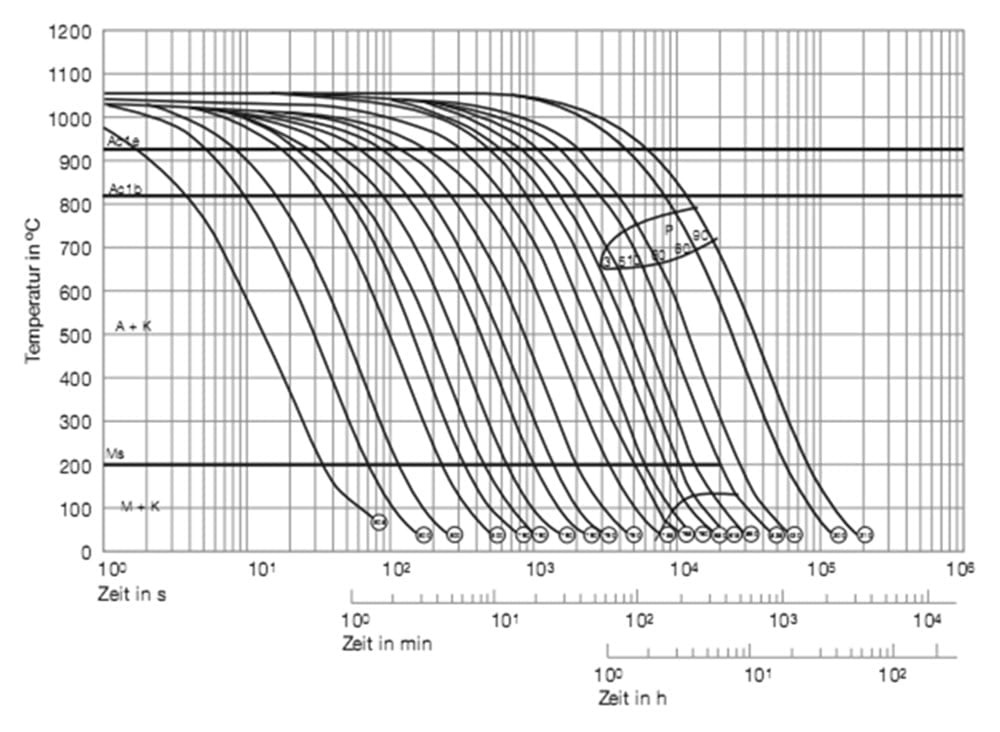
1.2990 mod. continuous TTT-diagram
This diagram shows micro-changes over time at different temperatures. These are important in heat treatment as they provide information on the optimal conditions for processes such as hardening, annealing and normalising.
1.2990 mod. SURFACE TREATMENT
1.2990 mod. nitriding
Nitriding gives the surface of this material a hard layer with excellent wear and abrasion resistance. To meet the requirements arising from the possible uses, the thickness of the layer should be carefully considered.
1.2990 mod. Physical Vapor Deposition (PVD)
PVD (Physical Vapour Deposition) coating is a process in which a thin, wear-resistant layer is applied to the material/workpiece at a temperature range of 200 – 500 °C.
1.2990 mod. Chemical Vapor Deposition (CVD)
CVD coating is a process in which a precursor material that is readily volatile is injected into a chamber (usually under vacuum). Heating the chamber to reaction temperature causes the precursor material to react or breakdown and combine with the material surface.
1.2990 mod. thermal diffusion
The thermal diffusion (TD) process diffuses zinc into the steel to form an anti-corrosion layer on the steel surface.
1.2990 mod. PROCESSING
1.2990 mod. Electrical Discharge Machining (EDM)
Since this is a contactless process, material removal or shaping by EDM of the 1.2990 mod. can avoid deformation and stresses that can arise from conventional machining. With optimised parameters, suitable electrodes, settings and tools, high-precision parts with a high surface hardness can be produced. However, care should be taken to avoid surface cracks as the material already has a high surface hardness.
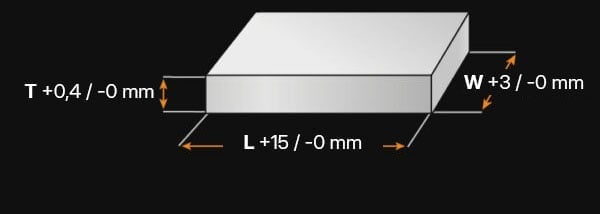
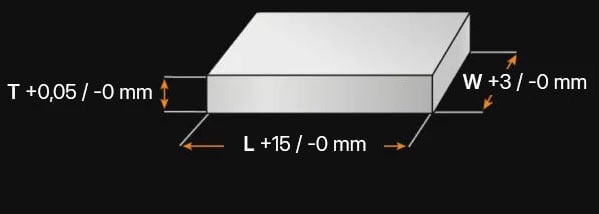
1.2990 mod. machining allowance and dimensional changes
When the 1.2990 mod is heated or cooled it does expand or contract as all other metals. During heat treatment as well as throughout the cooling periode deformations and dimensional changes can be minimised by closely monitoring the heating and cooling processes. Furthermore reducing stress and/or allowing for those changes by adding an allowance onto the dimensions should be taken in consideration.
1.2990 mod. forging
To forge the 1.2990 mod. heat the material to a temperature range of 900 – 1100°C. Afterwards it is recommended to anneal workpieces to minimise stresses and to optimise heat treatment responses.
1.2990 mod. welding
Using a low pre- and post heating temperature to weld the 1.2990 mod., in comparisson to the 1.2379, reduces weld cracking and makes it easier to weld. Due to the low hardness decline in the affected zones the deterioration of its performance is minimised.

















