

1.4021 - AT A GLANCE
What kind of steel is the 1.4021?
Stainless steel 1.4021 (X20Cr13) has an average corrosion resistance that can be enhanced by fine grinding or polishing the surface to a high finish.
Finely ground or polished it lends itself for cutlery, blades, kitchen articles or decorative purposes but it can also be used in moderately aggressive media, steam or freshwater.
The 1.4021 does loose ductility at sub-zero temperatures and strength when over tempering this material at elevated temperatures.
Properties
The 1.4021 is well suited for applications that require a good balance between wear resistance and moderate corrosion resistance. It can be used in mild environments and can be used to make surgical instruments or cutlery due to its durability and wear resistance. All in all, it is a very versatile stainless steel with a good variety of applications.
- Corrosion-resistant stainless steel (here quenched and tempered)
- Martensitic chromium steel
- Good mechanical properties
- Can be polished to a mirror finish
- Suitable as knife steel
- Good forgeability
- Medium weldability
- Limited acid resistance
- Magnetisable
- Cold formable (low degree of deformation)
- Not resistant to seawater
Applications
Stainless steel 1.4021 can be used for applications needing high hardness, strength and moderate corrosion resistance:
- Kitchenware
- Cutlery
- Pumps
Ebenfalls:
- Automotive industry
- Engery technology
- Turbine and power plant construction
- Medical technology
- Mechanical engineering
- Petrochemical industry
- Shafts
- Valves
- Machine components like gears, bolts and nuts
- Cutting tool industry
- Knives
- Fastners
- Architecture
- Decorations
1.4021 Standard values
Chemical composition:
| C | Si | Mn | P | S | Cr |
|---|---|---|---|---|---|
| 0.16 - 0.25 | 0.0 - 1.0 | 0.0 - 1.5 | 0.0 - 0.04 | 0.0 - 0.015 | 12.0 - 14.0 |
Chemical designation:
X20Cr13
Working hardness: approx. 25 HRC (delivery condition) up to 47 HRC
Delivery condition:
max. 252 HB
1.4021 Physical properties
What group of steel does the 1.4021 belong to?
- Martensitic stainless steel
- Stainless steel corrosion resistant
- Stainless steel acid resistant
- Stainless steel
- Hot work steel
- Chromium steel
Is the 1.4021 a stainless steel?
Yes, the 1.4021 is a stainless steel. A mass fraction of at least 10,5 % of chromium is needed to be classified a stainless steel. The 1.4021 has a mass fraction of 12 – 14 % of chromium.
Is the 1.4021 corrosion resistant?
Yes, with a mass fraction of 12 – 14 % the 1.4021 is corrosion resistant.
1.4021 General corrosion resistant
This stainless steel has good corrosion resistance in slightly corrosive environments that are free of chlorides such as cleaning agents, organic acids or soaps. 1.4021 is resistant to corrosion up to a temperature of 600 °C. This material is not suitable for use in seawater, as pitting occurs when used in this environment. In general, the corrosion resistance of this stainless steel is lower than that of conventional austenitic grades. To improve the corrosion resistance of this steel, the workpieces can be given a finely ground or polished surface.
Is the 1.4021 magnetisable?
The 1.4021 can be magnetised which is an advantage for processes where magnetic properties are needed as well as for clamping for processing.
1.4021 Hot work
Heat the material evenly to a temperature of 1150 – 1230 °C. Hot working this steel under a temperature of 925 °C is not recommended as it might crack.
Corrosion resistance is impaired by discolouration, hot forming, welding or scaling. These should be removed by pickling, grinding or sandblasting. Only iron-free tools may be used for this process.
1.4021 Cold work
It is not recommended to cold work this material 1.4021 as there are only small changes that can be done to it. Heavy machining may cause cracks. This steel grade is most commonly machined to shape.
1.4021 Wear resistance
This stainless steel receives a 3 on a scale where 1 is low and 6 is high.
1.4021 Technical properties
Is the 1.4021 a knife steel?
The 1.4021 can be used for knife blades, surgical instruments and cutting tools, as it exhibits excellent hardness after heat treatment. This means that 1.4021 can be used as knife steel.
1.4021 Working hardness
The working hardness for stainless steel 1.4021 is max. 47 HRC.
1.4021 Density
The typical density for the 1.4021 is 7,7 g/cm3 at room temperature.
1.4021 Tensile strenght
The tensile strength for 1.4021 is approx. 850 N/mm2. This value is the result of a tensile test that shows how much force is required before the material begins to stretch or deform before it breaks.
1.4021 Yield strength
The yield strength indicates how much stress can be exerted on a material before it undergoes plastic deformation. Beyond this point, it will not return to its original shape, even if the stress is removed. The material will deform permanently or break beyond this point.
The range for 1.4021 stainless steel is between 500 and 600 N/mm2.
1.4021 Machinability
DIN 1.4021 is given a 4 for its machinability on a scale of 1 (low) to 6 (high).
1.4021 Heat conductivity
The heat conductivity for 1.4021 is 30 W/(m*K) at room temperature.
1.4021 Thermal expansion coefficient
The following table shows the expansion or contraction at different temperatures, which can be very important for work at high temperatures or with significant temperature fluctuations.
Medium thermal expansion coefficient
Value 10-6m/(m*K)
At a temperature of
10.5
20 – 100 °C
11.0
20 – 200 °C
11.5
20 – 300 °C
12.0
20 – 400 °C
1.4021 Specific heat capacity
The specific heat capacity of 1.4021 stainless steel at room temperature is 0.46 J/g-°C. This value indicates how much heat is required to heat a specific amount of material by 1 Kelvin.
1.4021 Specific electrical resistance
The following table shows the electrical resistance of 1.4021 stainless steel.
Specific electrical resistance
Value (Ohm*mm2)/m
Bei einer Temperatur von
0.6
20 °C
QUALITY THAT WILL IMPRESS YOU!
1.4021 Procedure
1.4021 Heat treatment
Specific temperatures and times for any of the following steps can depending on size and form of the work pieces and their final properties. Controlled heating and cooling is important to reach its final structure and ideal properties of this steel grade.
1.4021 Annealing
Heat the material evenly to a temperature of 745 – 825 °C and hold it in that temperature range and then leave the 1.4021 to cool down slowly in air or the furnace.
1.4021 Stress relieving
Stress relieving is done to assure dimensional stability and to prevent cracking. Heat the material to a temperature range of 150 – 200 °C and hold it for 2 hour per 25 mm thickness. To finish the process cool the material in still air to room temperature. Finally, inspect the material to ensure that the reduction in residual stresses has been achieved and that the mechanical properties and dimensions have not been altered.
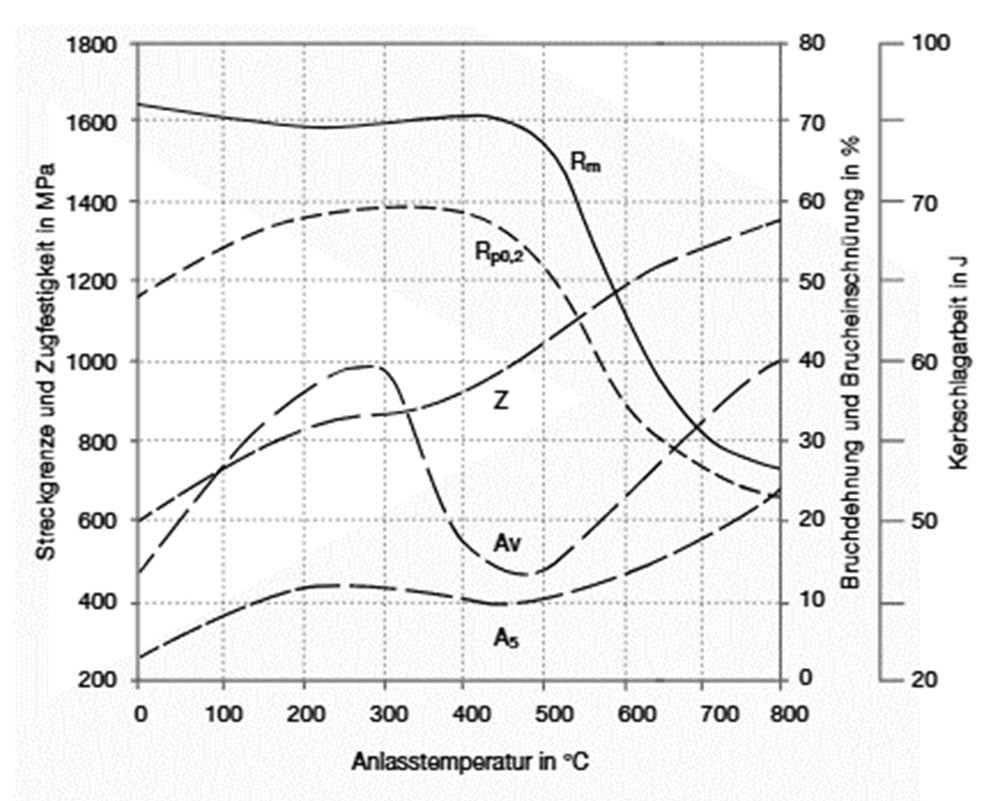
1.4021 Tempering
The tempering temperature is chosen by what hardness should be achieved, to keep brittleness after quenching at a minimum or set the balance between the hardness and toughness.
The starting temperature for the 1.4021 is between 600 and 700 °C. The temperature range of 400 to 600 °C should be avoided due to undesirable precipitation and phases.
1.4021 Hardening
Heat the material evenly to a temperature of 950 – 1050 °C, hold it there and then cool it in oil or air. As the hardness of 1.4021 increases, so does its tensile strength.
1.4021 Quenching
Quenching should be done quickly to change austenite to martensite.
- Oil
- Air
- Polymer
1.2099 Surface treatment
Surface treatment can improve the properties, corrosion resistance, wear resistance and aesthetics of steel. Here are some examples of surface treatments for 1.4021.
1.4021 Polishing
The corrosion resistance of the 1.4021 can be improved by a high gloss finish, it removes contaminants from the surface and improves its asthetic, which makes this steel grade ideal for knife making.
1.4021 Black oxide coating or blueing
This is a surface treatment that can improve corrosion resistance, but is often used for aesthetic reasons as it provides a black-blue finish that reduces light reflection from the surface.
1.4021 PVD and CVD coating
Both PVD (Physical Vapor Deposition) and CVD (Chemical Vapor Deposition) coatings apply a thin layer to the material surface that can increase wear resistance or reduce friction.
- PVD – physical vapor deposition
- CVD – chemical vapor deposition
1.4021 Passivation
This process removes free iron from the surface using nitric or citric acid and applies a protective oxide layer to the material.
1.4021 Shot blasting
During this process, multiple high-speed shots are fired at the surface of the material, leaving small indentations to eliminate stress peaks. This makes the surface more resistant and can prevent fatigue and stress corrosion damage.
1.4021 Bead blasting
Abrasive particles such as glass or ceramic beads are blasted against the surface to remove contaminants such as rust, paint or scale and achieve a uniform matt finish.
1.4021 Black oxide coating or blueing
This is a surface treatment that can improve corrosion resistance, but is often used for aesthetic reasons as it provides a black-blue finish that reduces light reflection from the surface.
1.4021 Laser surface melting
During this process, a laser with a high-powered beam melts a thin layer. The material then cools quickly and solidifies again. This improves surface hardness and corrosion resistance.
1.4021 Processing
The processing of 1.4021 does not differ significantly from the processing of unalloyed carbon steels with similar or identical strength.
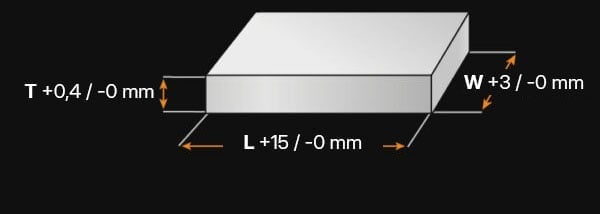
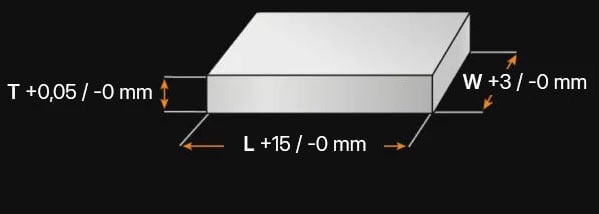
1.4021 Dimensional changes
Heat treatment, cooling and manufacturing can cause dimensional changes. Heating and cooling can cause any steel grade to expand or contract, but phase changes and stress relief can also be factors in dimensional changes and should be taken into account when tight tolerances are required. Controlled heat treatment and good machining practices can help maintain dimensional stability.
1.4021 Forging
Heat the material slowly and evenly to a temperature of 850 °C and then more quickly to a temperature range of 1150 – 1180 °C. Forging the workpieces at temperatures between 1100 and 900 °C and finish the process by slowly cooling the workpieces in the furnace or with dry ash or similar materials that promote slow cooling.
1.4021 Welding
Although the 1.4021 has poor weldability, it can be welded using all types of welding processes. When gas welding, care should be taken to avoid contamination, such as nitrogen or hydrogen, as these impair the mechanical properties of the workpieces.
Preheat the pieces to 200–300°C. If a filler material is required, it should be compatible with the base metal. Allow the workpieces to cool to 120°C before tempering. To restore some of the ductility in the weld zone, they should be tempered at a temperature of 650°C.