


1.4125 - AT A GLANCE
What kind of steel is the 1.4125?
The 1.4125 is a high carbon steel. As a martensitic, medium corrosion resistant cold work and plastic mold steel, it has good machinability, excellent polishing properties, low distortion, good hardness, and good wear resistance.
When correctly heat treated the 1.4125 has the capability to reach the highest strength, hardness and wear resistance among the corrosion and heat resistant stainless steels.
The corrosion resistance for 1.4125 is lower than for the usual austenitic grades, and the useful operating temperature range is limited due to loss of ductility at temperatures below zero and loss of strength due to over-tempering at higher temperatures as well as the reduction in corrosion resistance.
Properties
Due to its higher carbon content, the 1.4125 has a higher hardness compared to most other stainless steels and can be hardened up to 60 HRC. The high hardness makes it a very good knife steel, as it has very good edge retention and wear resistance.
- Stainless steel
- Martensitic steel
- Cold work steel
- Plastic mold steel
- High hardness
- High wear resistance
- Good edge retention
- Higher carbon content
- Limited acid resistance
- Polishable
- Low distortion
Applications
Stainless steel 1.4125 can be used for knives in the food industry like frozen food cutters, porpk and beef cleaving knives and for fish filleting blades as well as accessories for meat grinders.
- Ball bearings
- Bushings
- Valve parts
- Cutlery
- Knives
- Blades
- Nozzels
- Pump parts
- Medical-, surgical- and dental instruments
1.4125 Standard values
Chemical composition:
| C | Si | Mn | P | S | Cr | Mo |
|---|---|---|---|---|---|---|
| 0.95 - 1.20 | 0.0 - 1.0 | .0 - 1.0 | 0.0 - 0.04 | 0.0 - 0.015 | 16.0 - 18.0 | 0.4 - 0.8 |
Chemical designation:
X105CrMo17
Working hardness:
57-60 HRC
Delivery condition:
max. 285 HB
1.4125 Physical properties
What group of steel does the 1.4125 belong to?
- Martensitic stainless steel
- Cold work steel
- Stainless steel, corrosion resistant
- Stainless steel, acid resistant
- Stainless steel
- Chromium-Nickel steel
1.4125 Chemical composition
Its chemical composition makes this steel grade one of the most popular stainless steel knife steels. It high carbon contenet of 0,95 – 1,20 % gives it a unique hardness that can keep an edge for a long time.
Its mass fraction of 16 – 18 % of chromium prevents corrosion and oxidation when it is exposed to humid environments.
Molybdenum prevents pitting and gives the 1.4125 after a heat treatment even more hardness and strength.
Is the 1.4125 a stainless steel?
With a mass fraction of 16 – 18 % of chromium the 1.4125 is a martensitic stainless steel.
Is the 1.4125 corrosion resistant?
With a chromium content of 16 – 18 % the 1.4125 is corrosion resistant.
1.4125 General corrosion resistance
1.4125 has good resistance to atmospheric conditions, fresh water, fruit and vegetable juices, alkalis and mild acids, and its corrosion resistance is similar to that of 1.4301 in many environments.
Achieve maximum corrosion resistance by hardening at a temperature of 1090 °C to obtain better carbide solution. An improved surface finish of the hardened and tempered workpiece results in better corrosion resistance.
A smooth, polished surface also supports the general corrosion resistance of the 1.4125.
However, care should be taken to minimise the duration at 1090°C to avoid excessive coarse grain formation. For optimum corrosion resistance, the tempering temperature should be below 425°C.
1.4125 Gas corrosion
The corrosion resistance of 1.4125 stainless steel includes resistance to gas corrosion, such as oxidation or reducing gases, but also to chlorine or sulphur gases. Certain factors such as temperature, humidity or pressure can influence or reduce the corrosion resistance of this steel type.
1.4125 Pitting corrosion
Pitting can be avoided by avoiding or minimising contact with high chlorine concentrations, elevated temperatures and acidic conditions.
1.4125 Intergranular corrosion
Intergranular corrosion may occur due to sensitisation, chromium depletion and an attack on the grain boundaries. To prevent intergranular corrosion in 1.4125, it should not be heated to 425–815 °C when precipitation of carbon begins at the grain boundaries.
1.4125 Atmospheric corrosion
The composition of 1.4125 with 16–18% chromium is responsible for this steel grade’s good atmospheric corrosion resistance. Chromium forms a thin oxide layer when it comes into contact with oxygen. This layer gives the 1.4125 an additional level of corrosion protection.
1.4125 Oxidation
The preventive oxide layer gives the 1.4125 a thin protective layer against rust formation and sensitisation. However, regular inspections and cleaning can also prevent unwanted oxidation and corrosion. Thorough and regular cleaning can remove other aggressive contaminants, and regular maintenance ensures a longer service life for workpieces made of 1.4125.
1.4125 stainless steel starts to scale at approx. 760 °C, although the temperature may vary depending on the type of atmosphere, the design and the operating cycle.
1.4125 Stress corrosion cracking
1.4125 is more susceptible to stress corrosion cracking in the hardened condition than in the annealed condition.
Stress corrosion cracking is localised corrosion caused by tensile stresses, higher temperatures or corrosive environments, e.g. when 1.4125 is exposed to temperatures above 60 °C in a chloride-containing environment.
The use of a protective coating and stress relieving can help to reduce residual stresses, but regular cleaning and inspection of the workpieces also helps to detect possible cracks.
Is the 1.4125 magnetisable?
The 1.4125 is a martensitic stainless steel. Magnetic stainless steel has to contain iron as all other magnetic steel grades and has to have a martensitic or ferritic micro structure. As a martensite this means the 1.4125 can be magnetised and magnetic clamping when machining this grade is possible.
1.4125 Cold work
Due to its natural hardness the 1.4125 is even in its annealed condition only conditionally cold formable. In its hardened condition this is even harder to do and the possibility of cracking is very high. It is important to note that cold forming hardens this steel grade which increases its strength but reduces its ductiliy. All heat treatments should be done with the utmost care.
1.4125 Wear resistance
On a scale where 1 is low and 6 is high the 1.4125 receives a 6 for its wear resistance.
1.4125 Technical properties
Is the 1.4125 a knife steel?
1.4125 is a very popular and widely used knife steel with high hardness and good cutting properties. Its high chromium content gives it high corrosion resistance. 1.4125 is used in the manufacture of both kitchen knives and pocket knives. With high wear resistance and moderate toughness, it can be used for many different tasks and under various conditions.
1.4125 Working hardness
The working hardness for the 1.4125 is in the range of 57 – 60 HRC.
1.4125 Density
At room temperature the typical density of the 1.4125 is 7,8 g/cm3.
1.4125 Tensile strength
1.4125 has a tensile strength of approx. 965 N/mm2. This value is the result of a tensile test that shows how much force is required before the material begins to stretch or deform before it breaks.
1.4125 Yield strength
The yield strength indicates how much stress can be exerted on a material before it undergoes plastic deformation. Beyond this point, it will not return to its original shape, even if the stress is removed. The material will deform permanently or break beyond this point.
The range for 1.4125 stainless steel is between 448 and 1660 N/mm2.
1.4125 Machinability
On a scale where 1 is low and 6 is high the 1.4125 receives a 2 for its machinability.
1.4125 Heat conductivity
At room temperature the heat conductivity for the 1.4125 is at 15,5 W/(m*K).
1.4125 Thermal expansion coefficient
The following table shows the expansion or contraction at different temperatures, which can be very important for work at high temperatures or with significant temperature fluctuations.
Medium thermal expansion coefficient
Value 10-6m/(m*K)
At a temperature of
10.4
20 – 100 °C
10.8
20 – 200 °C
11.2
20 – 300 °C
11.6
20 – 400 °C
1.4125 Specific heat capacity
The specific heat capacity for stainless steel 1.4125 at room temperature is 0,460 J/kg*K. This value indicates how much heat is required to heat a certain amount of material by 1 Kelvin.
1.4125Specific electrical resistant
The specific electrical resistance can be found in the following table. Electrical conductivity is the reciprocal of specific resistance.
Specific electrical resistance
Value (Ohm*mm2)/m
At a temperature of
0.6
~20 °C
0.581
100°C
0.664
200°C
0.751
300°C
HIGHEST PRECISION!

1.4125 Procedure
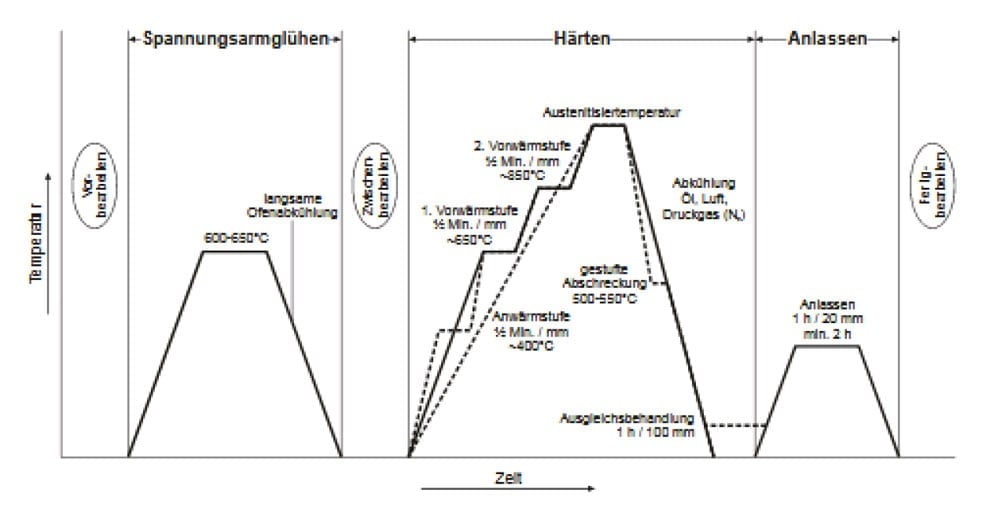
1.4125 Heat treatment
It is not recommended to use 1.4125 above the respective tempering temperature, as this will impair the mechanical properties due to overhardening.
1.4125 is a martensitic stainless steel and can therefore be hardened by heat treatment. The heat treatment converts any existing martensite into austenite.
1.4125 Annealing
Heat the 1.4125 to a temprature of 850 – 900°C and hold. Cooling the material down again should be slowly in the furnace to a temperature of 600 °C. Further cooling to an ambient temperature can be done in air then.
For subcritical annealing heat the material to 735 – 785 °C and then cool it slowly to an ambient temperature in the furnace.
1.4125 Stress relieving
To relieve stress for the 1.4125 in its annealed condition heat it evenly to a temperature of 650 – 677 °C and hold it there for two hours. This process is finished of with a cooling down in still air.
1.4125 Normalising
Normalising is carried out to reduce internal stresses and refine the grain structure of the 1.4125. However, normalising can impair the hardness and corrosion resistance of this steel grade. To achieve the desired properties, a subsequent heat treatment such as hardening and tempering is required.
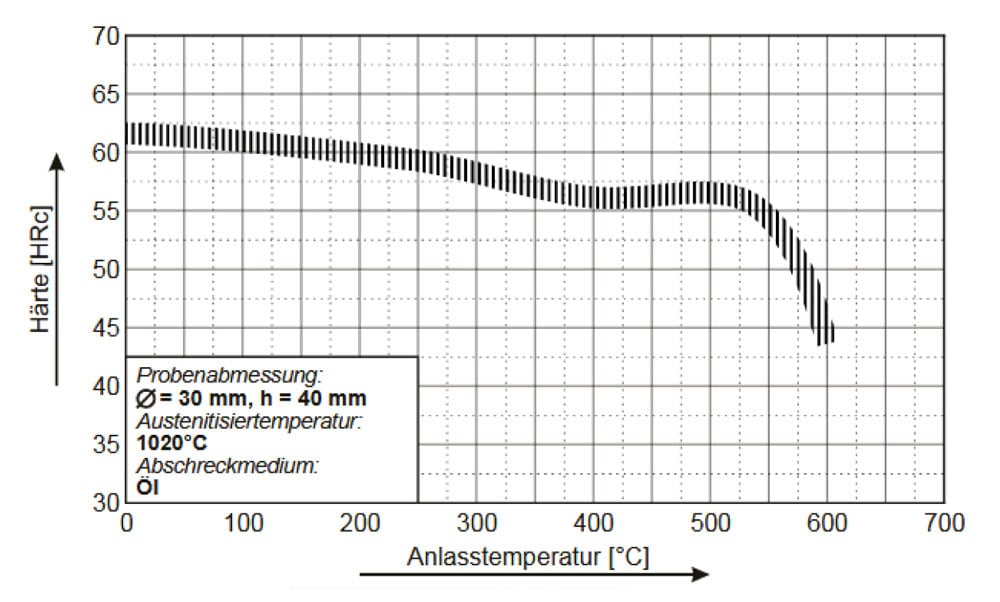
1.4125 Tempering
The 1.4125 is tempered in a temperature range of 150 – 370 °C which can give this material a variety of hardness and mechanical properties. At tempering temperature of 425 – 565 °C the impact strength and corrosion resistance is reduced and should be avoided.
1.4125 Hardening
To harden, heat the 1.4125 material to 1010–1065 °C, then quench in warm oil or cool in air. Oil quenching is required for large or complex parts. Take care not to overheat, as this will prevent the full hardness from being achieved, and allow the material to cool immediately afterwards in order to achieve a wide hardness range.
1.4125 Sub-zero treatment
To reduce the austenite in the 1.4125, it can be treated at sub-zero temperatures. This process should be carried out before tempering.
To increase the hardness by up to 7% through cryogenic treatment, cool the steel to -196°C and maintain this temperature for 24 hours before returning it to room temperature.
To increase the hardness by up to 4%, cool the steel to -80 °C, hold it for 5 hours and then bring it back to room temperature.
After completing the cryogenic treatment, the 1.4125 can be tempered at 200 °C.
1.4125 Quenching
The 1.4125 can be quenched in oil, water or gas from a temperature of 1050 – 1066 °C. If a sub-zero treatment should be done it should follow immediatly after quenching, see “Sub-zero treatment”.
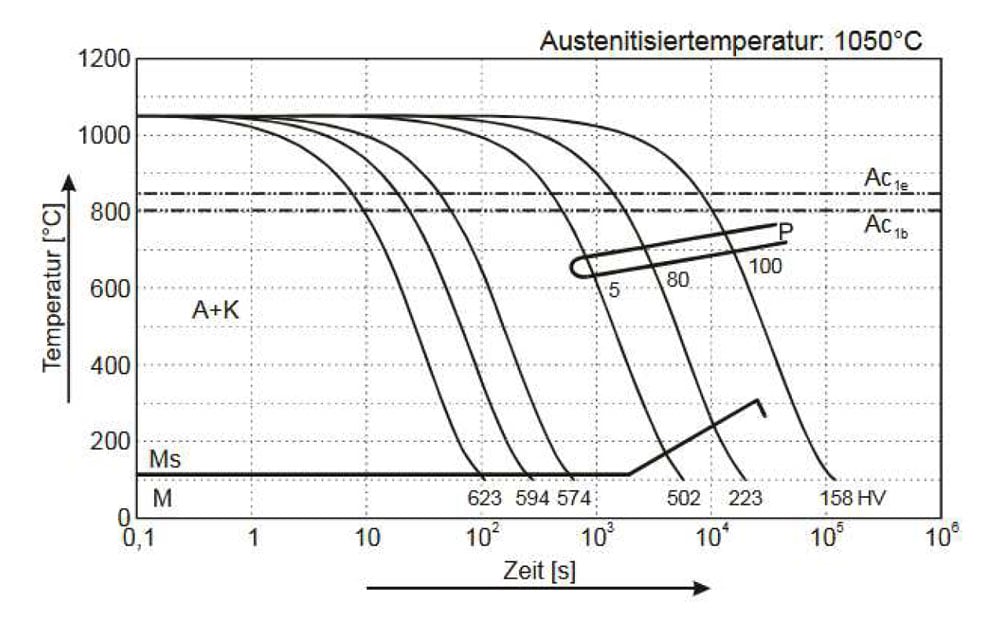
1.4125 Continuous TTT-Diagram
This diagram shows micro-changes over time at different temperatures. These are important in heat treatment because they provide information about the optimal conditions for processes such as hardening, annealing and normalising.
1.4125 Isothermal TTT-diagram
This diagram shows the structural changes at micro level over time at a constant temperatur. It shows at which temperatures after what time the different phases like perlit, martensite or bainite start to form.
1.4125 Surface treatment
The surface treatment must be suitable for the intended use of the parts. It can improve wear and corrosion resistance and give the material a shiny surface through electropolishing, for example, or a matt surface through bead blasting.
1.4125 Grinding and polishing
Polishing can be a type of surface treatment; it can improve corrosion resistance and also has an attractive effect.
Grinding and polishing are very important for cutlery. However, overheating during this process can lead to a loss of hardness and corrosion resistance.
1.4125 Processing
Machining of the 1.4125, such as turning or drilling, is usually done in its annealed state. Due to its high carbon content, it can be machined similarly to high-speed steel. Since the chips are tough and elastic, chip breakers should be used.
Heat-treated the 1.4125 is more difficult and probably impossible to machine due to its high hardness.
1.4125 Electrical Discharge Machining (EDM)
Eroding is used for workpieces that are manufactured from a single piece, for cutting or for producing complex shapes. There are various methods for eroding different materials, such as wire eroding, spark eroding or die sinking.
Due to its hardness, machining of the 1.4125 can be difficult. Erosion can be used to machine complex parts and contours where mechanical stresses or deformations should be avoided. This process gives the workpieces a smooth surface. However, the electrodes used are subject to a certain amount of wear and tear and it can take longer than conventional machining.
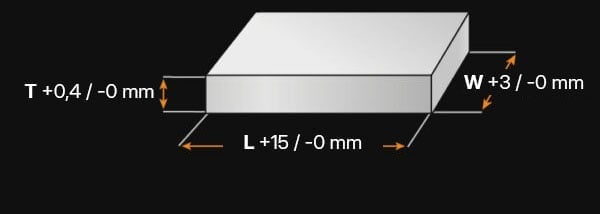
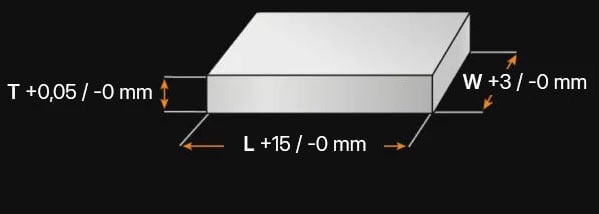
1.4125 Dimensional changes
Whether and how much machining allowance is required depends on whether the material is being machined, what machining processes are required to achieve a specific finish, and how hard the material is, as harder materials can wear out more quickly.
The 1.4125 expands when heated but shrinks back to its normal size when cooled. Care should be taken when quenching this material, as it may warp or bend if cooled unevenly. To prevent unwanted dimensional changes, care should be taken during heat treatment and welding, and stresses should be relieved after machining.
1.4125 Forging
When forging the 1.4125, the material should be prepared so that no impurities or oxidation remain on the material. The material should be heated slowly and evenly to a temperature of 1040 – 1450 °C.
At higher temperatures, the surface of the 1.4125 may decarburise, and the loss of carbon content on the surface may lead to a reduction in hardness. Forging should not be continued below 330 °C, as this may cause cracks. Reheating can be carried out as often as necessary. After forging, the finished pieces should be cooled in the furnace to avoid thermal stresses, or cooled in still air.
To complete the forging process, the workpieces should undergo further heat treatment involving austenitisation, quenching and tempering, and any oxidation should be removed. To prevent future breakages due to inclusions or cracks in the forged parts, these can be checked using magnetic particle testing or ultrasonic testing.
1.4125 Welding
Since the 1.4125 has high hardness and can easily harden in air, this steel grade is not often welded.
However, if it is necessary to weld workpieces or tools, preheat them and maintain them at 260 °C.
Immediately after welding, the parts must be annealed for 6 – 8 hours at 730 – 760 °C, after which the furnace should be cooled slowly.
Do not allow the workpieces to cool below 260 °C between welding and annealing. Use high welding power and consider a similar filler metal to achieve complementary mechanical properties.


















