


1.4301 - AT A GLANCE
1.4301 - AT A GLANCE
Stainless steel 1.4301 (X5CrNi18-10) is an austenitic steel which is also known as the 18/8 due to its 18% chromium and 8% nickel composition. It has good workability, weldability, heat resistance, strength and good mechanical properties at low temperatures, good hot workability for such as stamping and bending.
The combination of low yield strength and high elongation benefits manufacturing parts such as sinks and saucepans or hollow ware. 304 stainless steel is easily molded or rolled into a multitude of forms for industrial, architectural and transportation applications.
Properties
Stainless steel 1.4301 is one of the most commonly used stainless steel grades due to its high corrosion resistance to a wide range of environments and media. It is easy to form and weld and does not become magnetic when annealed. It is available in many forms and has an attractive and easy-to-clean surface.
- Austenitic chromium-nickel steel
- Deep-drawable
- Weldable
- Polishable
- Finishes from brushed to high-gloss possible
- Very good corrosion resistance
- Not magnetizable
- Limited machinability
Applications
The austenitic stainless steel 1.4301 is one of the most widely spread stainless steels and can be uesed in many different applications as well as environments where he is exposed to humidity. In the food and beverage industry it is used as it is corrosion resistant and non-toxic.
For home appliances like kitchen sinks, ovens, tableware and cooking utensiles the 1.4301 is often used due to its longevity and aesthetics. The 1.4301 is often used for tanks and pipes in environments with a high concentration of chlorides and halides. In environments without chlorides this grade can be used as cladding of heat exchangers.
Due to its non reactive properties this steel grade is often used for medical instruments and devices. Its attractive surfaces and corrosion resistance make it a preferred choice for architectural accents and automotive trims.
- Food industry
- Photographic industry
- Paint industry
- Oil industry
- Soap industry
- Paper industry
- Textile industry
- Mechanical engineering
- Turned parts
- Fittings construction
- Kitchen appliances
1.4301 Standard values
Chemical composition:
| C | Si | Mn | P | S | Cr | Ni | N |
|---|---|---|---|---|---|---|---|
| 0.0 - 0.07 | 0.0 - 1.0 | 0.0 - 2.0 | 0.0 - 0.045 | 0.0 - 0.015 | 17.5 - 19.5 | 8.0 - 10.5 | 0.0 - 0.11 |
Chemical designation:
X5CrNi18-10
Working hardness:
195-215 HB (delivery condition)
Delivery condition:
max. 215 HB
1.4301 Physical properties
What group of steel does the 1.4301 belong to?
- Austenitic stainless steel
- Stainless steel, aicd resistant
- Stainless steel
- V2A steel
Is the 1.4301 a stainless steel?
With a chromium content of 18 % the 1.4301 builds a protective chromium oxid layer. It is passive and not reactive and seals and protects the steel under it from external influences. If scratched or damaged, the oxide layer is able to ‘heal’ itself, provided there is sufficient oxygen available.
This renewal process makes stainless steel more resistant to rust than normal steel. The 8% nickel increases the overall corrosion resistance and contributes to the malleability and polished, shiny appearance.
1.4301 General corrosion resistance
Steel grade 1.4301 has an excellent corrosion resistance in many environments and when it comes in contact with corrosive mediums. The formation of chromium carbides at the grain boundaries and the resulting chromium depletion in the surrounding areas makes 1.4301 susceptible to intergranular corrosion. 1.4301 exhibits good corrosion resistance in natural environments without chlorine and salt concentrations.
1.4301 Corrosion in gas-containing environments
In general, stainless steel 1.4301 can be used in environments containing gases, although the composition, concentration, temperature, pressure and other factors should be taken into account before exposing this steel grade to such environments. While 1.4301 performs well in an oxidising atmosphere, it does not perform as well in a reducing atmosphere, for example.
Therefore, the corrosion resistance of 1.4301 steel in gaseous environments depends on the specific gas and the conditions to which the steel is exposed.
1.4301 Pitting
When in contact with chloride solutions or oxidising media, resistance to pitting corrosion is important, as these conditions can facilitate penetration into the passive layer of the surface in some areas. A single deep entry point can cause more damage than many superficial entry points.
1.4301 Intergranular corrosion
Intergranular corrosion occurs due to the precipitation of chromium carbides at the grain boundaries during heat treatment at temperatures between 450 and 850 °C. Due to chromium depletion, e.g. in weld seams, a passive layer can no longer form and is therefore more susceptible to corrosion. For this reason, appropriately sensitised materials should not be used in corrosive environments.
1.4301 Atmospheric corrosion
The 1.4301 is suitable for urban and rural areas. However, in industrial environments with a high concentration of industrial pollutants, e.g. sulphur, or in a seawater environment with a high salt concentration, the corrosion resistance of 1.4301 may be impaired.
Regular maintenance and a polished or smooth surface can make it more difficult for contaminants to adhere to the material. If the material has to withstand more aggressive environments, an additional protective coating or a different material grade should be considered.
1.4301 Oxidation
The protective chromium oxide layer of material 1.4301 prevents further oxygen penetration and protects the steel beneath this layer from corrosion. While it is corrosion-resistant at ambient temperatures, prolonged exposure to high temperatures can lead to severe scaling and a reduction in mechanical properties due to grain growth.
At temperatures above 850 °C, 1.4301 may undergo sensitisation, which makes the steel more susceptible to intergranular corrosion. To restore the appearance of 1.4301 when it oxidises at high temperatures, it can be pickled or electropolished to remove scale.
1.4301 Stress corrosion cracking
Austenitic steels are susceptible to stress corrosion cracking, which may occur at temperatures above 60°C when the steel is subjected to tensile stresses or comes into contact with chloride-containing solutions at the same time.
Is stainless steel 1.4301 magnetisable?
As an austenitic steel the 1.4301 is not magnetisable.
1.4301 Wear resistance
On a scale where 1 is low and 6 is high the 1.4301 receives a 1 for its wear resistance.
1.4301 Temperature resistance
Stainless steel 1.4301 has good corrosion resistance in intermittent operation up to 870 °C and in continuous operation up to 925 °C. Continuous use in the range from 425 to 860 °C is not recommended if resistance to moisture is important later on.
1.4301 Technical properties
Is the 1.4301 a knife steel?
Stainless steel 1.4301 is not normally used to manufacture knives as it has a poor edge retention due to its low carbon content and is hard to sharpen.
1.4301 Working hardness
The working hardness for stainless steel 1.4301 is in the range of 195 – 215 HB at delivery.
1.4301 Density
At room temperature the typical density of the 1.4301 is 7,8 g/cm3.
1.4301 Tensile strength
The 1.4301 has a tensile strength of approx. 690 N/mm2. This value is the result of a tensile test that shows how much force is required before the material begins to stretch or deform before it breaks.
1.4301 Machinability
When machining 1.4301 stainless steel, only tools suitable for machining stainless steel should be used. Surfaces and tools should be kept clean to prevent cross-contamination. Contamination of 1.4301 stainless steel can introduce particles that can attack the material.
Cutting edges should be kept sharp, as blunt edges can promote excessive work hardening. The low thermal conductivity of austenitic steels can affect the cutting edges by concentrating heat there. Lubricants and coolants should be used generously to prevent heat concentration at the cutting edges.
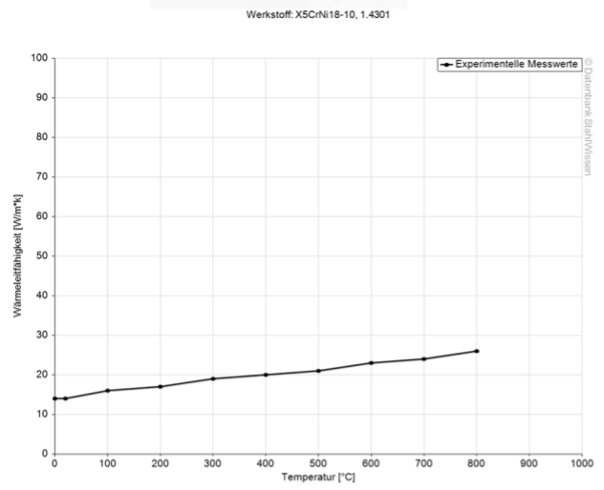
1.4301 Heat conductivity
The heat conductivity for steel grade 1.4301 at a temperaure of 20 °C is at 15 W/(m*K).
Heat conductivity
Value W/(m*K)
At a temperature of
15
20 °C
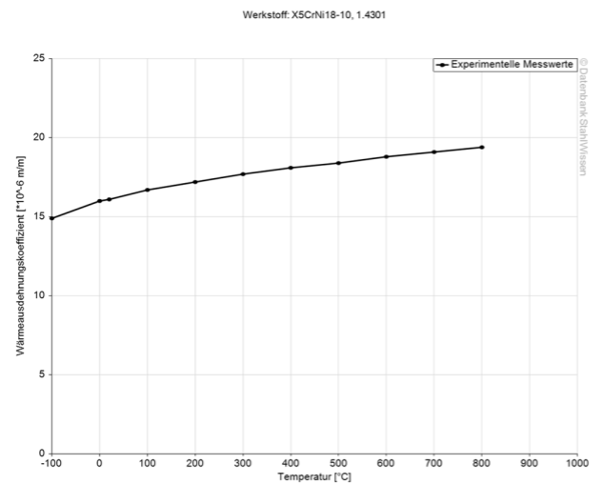
1.4301 Thermal expansion coefficient
The following table shows the expansion or contraction at different temperatures, which can be very important for work at high temperatures or with significant temperature fluctuations.
Medium thermal expansion coefficient
Value 10-6m/(m*K)
At a temperature of
16.1
20 °C
16.7
20 – 100 °C
17.2
20 – 200 °C
17.7
20 – 300 °C
18.1
20 – 400 °C
18.4
20 – 500°C
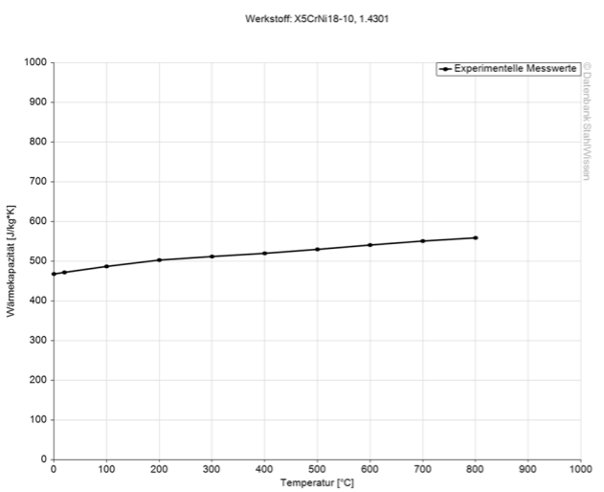
1.4301 Specific heat capacity
The specific heat capacity for stainless steel 1.4301 at room temperature is 0,5 J/kg*K. This value indicates how much heat is required to heat a certain amount of material by 1 Kelvin.
1.4301 Specific electrical resistance
The following table shows the specific electrical resistance for stainless steel. Electrical conductivity is the reciprocal of specific resistance.
Specific electrical resistance
Value (Ohm*mm2)/m
At a temperature of
~ 0.692
~ 20 °C
~ 0.758
~ 100 °C
~ 0.836
~ 200 °C
~ 0.907
~ 300 °C
~ 0.973
~ 400 °C
~ 1.02
~ 500 °C
MADE OF „STIL“

1.4301 Procedure
1.4301 Heat treatment
Unlike martensitic stainless steel the 1.4301 is not hardened by heat treatment as heating and cooling brings no pahse changes.
A heat treatment is used to determine material properties. It should therefore always be carried out with care. Properties such as strength, toughness, surface hardness and temperature resistance are determined, which in turn can extend/improve the service life of parts, tools and components.
Heat treatment includes solution annealing, soft annealing, normalising, stress relief annealing, but also tempering, hardening and quenching or tempering.
1.4301 Solution annealing
Heat the protected steel to 890 °C and then cool the material quickly in flowing air or water. This process dissolves any chromium carbides that may have formed. The rapid cooling results in a single-phase austenitic structure, which is the preferred structure for Niro 1.4301, and ensures that maximum corrosion resistance is achieved.
1.4301 Stress relieving
Heat the material after pre-machining to 600 °C and hold it for 2 hours. Slowly cool it in the furnace to 500 °C and then further cool it in air. Stress relieving over 600 °C can lead to sensitisation in the grain bounderies which can lead to the loss of its corrosion resistance.
1.4301 Tempering
When the tempering temperature is reached temper the 1.4301 twice cooling it in between to room temperature. Du not temper under the temperature under 250 °C and hold at hte chosen temperature for 2 hours. At the temperature of 250 °C the ideal combination of toughness, hardness and corrosion resistance can be reached for this material grade.
1.4301 Hardening
Preheat temperature: 600 – 850 °C
Austenising temperature: 1000 – 1050 °C, usually the working temperature is at 1020 – 1030 °C.
Workpieces have to be protected agains decarburisation and oxidation during the hardening process.
1.4301 Quenching
For the best results work pieces should be cooled as quickly as possible. When cooling down care should e taken so the material does not deform to much. Workpieces need to be tempered as soon as the temperature reaches 50 – 70 °C.
- Fluidised bed or salt bath at 250–550 °C, followed by cooling in an air stream
- Vacuum with sufficient positive pressure
- High-velocity gas / circulating atmosphere
1.4301 Surface treatment
When selecting a surface treatment for 1.4301 stainless steel, the desired result and application should be taken into account. Some treatments can have a positive or negative effect on the corrosion resistance. If corrosion resistance is a priority, a surface treatment should be considered to improve the natural corrosion resistance of this grade.
Below are some of the possible surface treatments.
1.4305 Nitriding
In general, it is possible to nitride austenitic steels, but this is considered very difficult and should be done in the annealed condition. In the hardened condition, nitriding can cause blistering and impair corrosion resistance. The nitriding layer to be achieved is very thin and this grade should only be nitrided in exceptional cases.
1.4301 Passivation
Passivation involves removing free iron from the surface by treating it with an acid solution, such as citric or nitric acid. Passivation creates a protective oxide layer that increases the corrosion resistance of this material.
1.4301 Polishing
By polishing the surface of 1.4301 stainless steel, various finishes can be achieved, from brushed to high gloss.
1.4301 Abrasive blasting
In this process, abrasive blasting particles are sprayed onto the surface under high pressure. This process is used to remove contaminants, rust, paint or scale from the surface, or to achieve a surface texture or finish.
Stainless steel 1.4301 can be blasted with glass or ceramic beads to achieve a matt or silk matt finish.
1.4301 Pickling
A mixture of strong acids is used to remove oxide layers and surface contaminants. This process is often carried out after welding, for example.
1.4301 Electro polishing
Electropolishing is a non-mechanical chemical process in which a thin layer of material is removed using an electric current to give the material a smooth and shiny surface. This process should not be confused with passivation, which is also a non-mechanical chemical process but does not use electricity.
1.4301 PVD coating
In PVD (physical vapour deposition) treatment, a thin layer is applied to the surface of the material. This treatment can give the steel a unique colour and improve its surface properties.
1.4301 BEARBEITUNG
1.4301 Electrical Discharge Machining (EDM)
Stainless steel 1.4301 can be eroded if care is taken during preparation, electrode selection and setting of the machining parameters.
Due to its good conductivity, 1.4301 can be eroded at relatively high speeds.
Due to its chromium content, the surface may be rough, which requires fine tuning of the machining parameters or additional post-processing.
After erosion, the recast layer, a thin white layer, should be removed. This can be done, for example, by polishing or electropolishing the parts.
1.4301 Dimensional changes
Depending on the temperature, system and coolant used in the heat treatment, dimensional changes of approx. 0.15% per side must be taken into account. The size and geometric shape of the workpiece are also important, and stress relief should be carried out between rough and semi-finished machining.
1.4301 Sub-zero treatment
Since this is an austenitic steel grade, a low temperature treatment does not serve the same purpose as it does for tool steel. It refines the microstructure of the 1.4301 to increase corrosion resistance and improve mechanical properties. The tensile strength and yield strength can be increased while maintaining the high ductility with this treatment.
Although sub-zero treatment can be beneficial, the overall processing and compatibility should be taken into account.
1.4301 Forging
The forging temperature for the stainless steel is in the range of 110 – 1250 °C.
Heat the material to to the highest temperature for forging and forge the matrial while it is cooling down. After let the material coo in air or in a dry environment. To balance the micro structure and mechanical properties after forging the material should be solution annealed as under “Solution annealing”. It reduces stresses from the processing process and reinstates the austenitc micro structure.
To avoid excessive work hardening, extreme working temperatures and low temperatures should be avoided during forging. High temperatures and the presence of air can lead to scale formation, which should be removed depending on the subsequent application and desired surface finish. Suitable lubricants should be used to reduce friction.
1.4301 Welding
Stainless steel 1.4301 can be welded using a variety of methods, such as tungsten inert gas welding (TIG) and metal inert gas welding (MIG) or metal arc welding (SMAW) and resistance welding.
With the right choice of welding filler, technique and post-weld treatment, this material is easy to weld. Care should be taken to ensure the correct temperature and thermal expansion, taking into account distortion, intergranular corrosion, residual welding stresses, oxide formation and sensitisation.


















