


HSS PM 4 - AT A GLANCE
What kind of steel is the HSS PM 4?
HSS PM 4 or steel grade 1.3361 impresses with its very clean and homogeneous microstructure with evenly spread carbides which optimise its wear resistance. The high carbon and vanadium content lend the PM 4its exceptional abrasive resistance which makes it suitable for cold work punches, machining abrasive alloys and cutting applications at high speeds.
Tungsten (W)
Builds carbides (especially tungsten carbids), which increases the heat resistance, tempering resistance and wear resistance.
Molybdenum (Mo)
Molybdenum can replace tungsten and has at half the volume the same effect as tungsten. Molybdenum builds carbides which increase the heat resistance as well as the tempering and wear resistance but has to undergo a more complex heat treatment.
Chromium (Cr)
Is involved in building carbides to improve the through-hardenability which benefits tools with a largen diameter when hardening them.
Cobalt (Co)
Elevates the temperature to which the material can be used, this means above which temperature martensite transforms. Cobalt prevents the precipitation of carbides.
Vanadium (V)
Builds vanadium carbides which, like in other steels, increases the wear resistance due to the increased hardness (58 HRC).
Carbon (C):
Is used for building martensite as well as carbides. The proportion of the carbon content is adjusted according to the percentage of the other added elements.
Properties
HSS PM 4 has a good combination of properties which can be assigned to its powder metallurgy process. It has great wear resistance, toughness, high hardness capabilities with a fine and uniform microstructure. Those properties make this material a great choice for tools and knives that need to keep an edge over a longer time, components like gears and bearing and for applications needing high speeds.
- High-speed steel
- Powder metallurgical steel
- High toughness
- Very high wear resistance
- High purity
- Optimized homogeneity
- Uniform, fine carbide distribution
- Improved fracture resistance
- Improved edge stability
Applications
High Speed Steel (HSS) is a highly alloyed steel that finds it uses for drills, thread taps, turning tools and broaches. In comparison with other cold work steels, which loses its hardness at about 200°C, the PM 4 keeps its hardness to a temperature of 600°C and can realise speeds up to 3 to 4 times higher. The base for its abilities lie within it alloys as well as its martensitic microstructure.
- Stamping tools
- Precision cutting tools
- Machining tools
- Broaching tools
- Rotary knives
- Woodworking tools
- Gear shaper cutters
- Circular saw segments
- Metal saw
- Screw dies
- Counter sinks
- Chasers
- Cold extrusion punches
- deep drawing tools
- Plastic moulds with high wear resistance
HSS PM 4 Standard values
Chemical composition:
| C | Si | Mn | P | S | Cr | Mo | V | W |
|---|---|---|---|---|---|---|---|---|
| 1.25 - 1.4 | 0.0 - 0.45 | 0.0 - 0.4 | 0.0 - 0.03 | 0.0 - 0.03 | 3.8 - 4.5 | 4.2 - 5.0 | 3.7 - 4.2 | 5.2 - 6.0 |
Chemical designation:
PMHS6-5-4
Working hardness:
62-65 HRC
Delivery condition:
max. 270 HB
HSS PM 4 Physical properties
What group of steel does the HSS PM 4 belong to?
- High speed steel
- Plastic mould steel
- Cold work steel
- Hot work steel
What is PM steel?
PM steel (Powder Metallurgy) is produced by melting steel in an induction furnace and blasting it with an inert gas, which breaks the steel down into very small droplets. These droplets then solidify again within seconds, leaving behind an extremely fine powder that is virtually free of segregation. This powder is then filled into a capsule and the air is completely removed from the capsule. Then the capsule is heated and processed with pressure for sintering. The capsule is milled out of the steel again after a reasonable amount of time, leaving behind a steel block with a clean and homogeneous structure.
Is the HSS PM 4 a stainless steel?
To be classified as a stainless steel the material has to have amass fraction of 10,5 % of chromium. The chromium content for the PMHS6-5-4 is at 3,8 – 4,5 % which meanes that it is not a classical stainless steel.
Is the HSS PM 4 corrosion resistant?
The 1.3361 PM 4 has a certain corrosion resistance which is not enough to protect it from staining or rusting in corrosive environments. The corrosion resistance can be inhanced with an aditional surface treatment, time resitrictions, good maintenance and storage practices.
Is high speed steel PM 4 magnetisable?
As a ferro magnetic material the PM 4 can be magnetised and used for machining on machines withmagnetic clamping.
HSS PM 4 Wear resistance
On a scale where 1 is low and 6 is high the HSS PM 4 receives a 6 for its wear resistance.
HSS PM 4 (1.3361) Technical properties
Is the HSS PM 4 a knife steel?
With an outstanding wear resistance, good toughness, high hardness as well as a fine structure the PM 4 has several excellent properties for knife making holding its edge well and don’t break easy. However, without proper corrosion resistance caution has to be taken in damp and acidic environments. It’s hardness is an advantage in terms of its cutting perfomance but it makes it more difficult to sharpen a knife made of PM 4 and unsuitable for applications that require extreme flexibility and impact resistance.
1.3361 Working hardness (HSS PM 4)
The hardness for the HSS PM 4 is at 62 – 65 HRC.
HSS PM 4 Density
At room temperature the density for high speed steel PM 4 is at 8,26 g/cm3.
HSS PM 4 Tensile strength
At delivery the PM 23 has a tensile strength of approx. 920 N/mm2. To obtain this value, a tensile test is carried out to show how much force is required to stretch or elongate a sample before it breaks.
HSS PM 4 Machinability
On a scale where 1 is low and 6 is high the 1.3361 (HSS PM 4) receives a 2 for its machinability.
HSS PM 4 Heat conductivity
At a temperature of 20 °C the heat conductivity of the 1.3361 high speed steel is at 23,5 W/(m*K).
Heat conductivity
Value W/(m*K)
At a temperature of
23.5
20 °C
26.8
350 °C
36.2
700 °C
HSS PM 4 Thermal expansion coefficient
The following table shows the expansion and contraction of the material at various temperatures which is imortant information when working with high temperatures or when there are significant temperature fluctuations during use.
Medium thermal expansion coefficient
Value 10-6m/(m*K)
At a temeprature of
10.6
20 – 100 °C
11.7
20 – 200 °C
11.9
20 – 300 °C
12.4
20 – 400 °C
HSS PM 4 Specific heat capacity
At room temperature the specific heat capacity for the PM 4 is at 0,493 J/kg*K. This value shows how much heat is needed to heat a specific amount of material by 1 Kelvin.
HSS PM 4 Specific electrical resistance
The following table shows the specific electrical resistance. Electrical conductivity is the reciprocal of electrical resistivity.
Table of the specific electrical resistivity
Value (Ohm*mm2)/m
At a temperature of
0.53
20°C
PREMIUM QUALITY – OUR HIGHEST STANDARD!

HSS PM 4 (1.3361) Procedure
HSS PM 4 Heat treatment
The heat treatment process determines the properties of the material. It should therefore always be carried out with care. Properties such as strength, toughness, surface hardness and temperature resistance are determined, which in turn can extend/improve the service life of parts, tools and components.
Heat treatment includes solution annealing, soft annealing, normalising, stress relief annealing, but also tempering, hardening and quenching or tempering.
HSS PM 4 Annealing
Heat the workpiece evenly to a temperature of 840–870 °C, hold it there for 2 hours, and then cool it slowly at a rate of 10–20 °C per hour to a temperature of 595 °C. The material can then be left to cool further in the air.
HSS PM 4 Stress relieving
After rough machining, the workpiece is heated to a temperature of 600–700 °C for approximately 2 hours, then slowly cooled and finished after cooling.
HSS PM 4 Tempering
Tempering should be carried out immediately after quenching. Heat the workpieces evenly to a temperature range of 540–650 °C for the first tempering.
Double tempering is required, with cooling to room temperature between tempering processes, and a third tempering is recommended for maximum wear resistance when hardening from 1150 °C.
HSS PM 4 Hardening
It is recommended to harden the 1.3361 steel in a salt bath, a vacuum furnace or in a controlled atmosphere.
Preheat HSS PM 4 evenly to 790–845 °C, then increase the temperature to a range of 1190–1220 °C and hold briefly depending on the selected working hardness, avoiding overheating. Finish the process by cooling the workpieces to a temperature of 40–50 °C, then the material can be quenched.
HSS PM 4 Decarbonisation
This steel grade is susceptible to decarburisation, which can be prevented by using a controlled atmosphere furnace during heat treatment.
HSS PM 4 Quenching
- Air
- Oil
- Vacuum
- Hot bath (temperature of 500–550 °C)
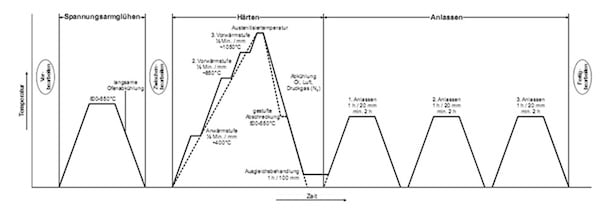
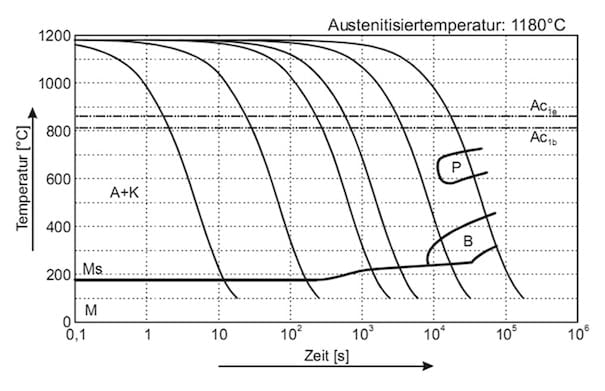
1.3361 Continuous TTT diagram
This diagram shows micro-changes over time at different temperatures. These are important in heat treatment, as they provide information about the optimal conditions for processes such as hardening, annealing and normalising.
HSS PM 4 (1.3361) Surface treatment
Surface treatment of HSS PM 4 can improve wear resistance, corrosion resistance and performance. Below are some examples of surface treatments with their advantages and applications.
HSS PM 4 Nitriding
Nitriding increases the surface hardness and thus the wear resistance of components and tools by introducing nitrogen into the surface of the material. This process maintains dimensional accuracy and is often used for components where this is very important.
HSS PM 4 Carburisation
Carburising increases hardness and wear resistance by introducing carbon into the material surface. This process is often used for components that are exposed to high contact loads.
HSS PM 4 Carbonitriding
Carbonitriding involves introducing a mixture of carbon and nitrogen into the surface of the material. This gives components or tools better wear resistance and a longer service life. This process is often used for gears or bearings that require a hard surface but a tough core.
HSS PM 4 PVD coating
During this process, the workpieces are coated with a very thin layer that improves surface hardness and wear resistance. PVD (physical vapour deposition) can reduce friction and is often used for tools with high cutting speeds.
HSS PM 4 Coating
Coating can enhance the wear and corrosion resistance of the PM 4 and reduce friction. This methode is often used for cutting tools and drills.
HSS PM 4 (1.3361) Processing
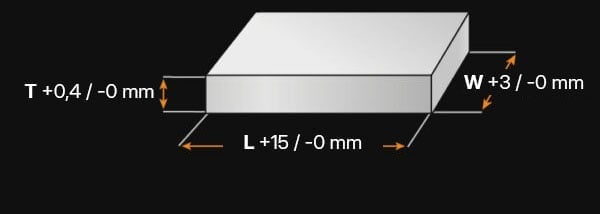
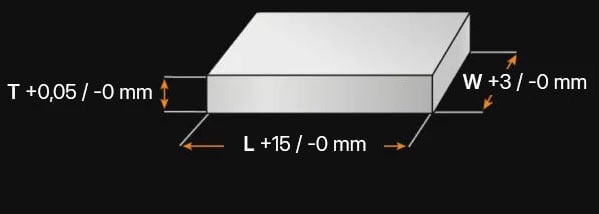
HSS PM 4 Dimensional changes
As with other steels, PM 4 also undergoes dimensional changes during heating and cooling. To reduce dimensional changes such as warping or deformation, it is important to control the heating and cooling rates or to use fixtures that hold the material in place. It is always important to take these changes into account by allowing for a tolerance for the material and heating or cooling in a controlled manner when precise dimensions are required.
HSS PM 4 Sub-zero treatment
Treating HSS PM 4 at sub-zero temperatures can increase wear resistance and dimensional stability, improve toughness and relieve stress. Taking into account temperature, time and applications with the required properties can prevent undesirable results such as cracking, excessive embrittlement, re-introduction of stress or even compromising tool life.
HSS PM 4 Electrical Discharge Machining (EDM)
As a non-contact, thermal energy-based machining process, EDM can be used for hard materials such as HSS PM 4. Electrodes, surface finish and heat-affected zones should be considered before using EDM for PM 4 material.
Heat-affected zones may need to be further heat treated after electrical discharge machining to equalise the structure in the workpiece. Electrical discharge machining can leave a rough surface with a recast layer, which can be removed by grinding and polishing.
HSS PM 4 Forging
Heat the PM 4 slowly to a temperature of 1090 – 1150 °C. Forging should not be continued under the temeprature of 930 °C and workpieces if needed reheated to the temperature range meantioned above. When finished forging workpieces should be slowly cooled down in lime or ash.
HSS PM 4 Welding
When welding PM 4, the parts should be preheated and filler materials similar to the base material should be used.
HSS PM 4 Grinding
Localised heat on the surface should be avoided during grinding, as it can alter the surface condition of the workpiece.


















